In the contemporary landscape of high-stakes chemical manufacturing, the distinction between a standard factory and a world-class production hub lies in the precision of its mixing technology. Our CE-certified chemical mixing equipments represent the pinnacle of engineering excellence, designed to meet the rigorous safety and performance standards of the European Economic Area while providing the cost-efficiencies of China’s most advanced manufacturing sectors.
Total adherence to CE, ISO9001, and GMP protocols, ensuring seamless integration into pharmaceutical and cosmetic production lines.
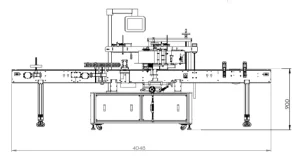
Utilizing SS316L stainless steel and high-shear homogenizers for particle sizes down to the sub-micron level.
Robust export wooden packing and FAT (Factory Acceptance Testing) procedures for secure international deployment.
China has evolved from a mass-producer to a global R&D powerhouse in industrial chemical equipment. Our factory in Guangzhou leverages the world's most complete industrial supply chain to offer:

Transitioning from manual stirring to fully automated, recipe-driven systems that minimize human error and ensure batch-to-batch consistency.
Energy-efficient motor systems and CIP (Clean-in-Place) mechanisms that reduce water and chemical waste during sanitization cycles.
Integration of viscosity sensors and thermal imaging to monitor chemical reactions in real-time, providing actionable data for process optimization.
High-shear vacuum systems that prevent aeration, crucial for the stability of high-end cosmetic creams and pharmaceutical suspensions.
For brands like those in the UK or Japan, we provide vacuum emulsifying mixers that create ultra-fine lotions and shampoos. Our solutions include storage tanks and automatic filling lines for a complete "lab-to-shelf" workflow.
Processing toothpaste or medical ointments requires aseptic environments. Our SS316L equipment with high-pressure steam sterilization compatibility ensures zero contamination, meeting strict FDA and EU regulations.
From Nigeria to Dubai, our heavy-duty liquid washing mixers handle large-scale detergent and industrial lubricant production, emphasizing durability and high-torque performance.
Years of Engineering Experience
Global Projects Delivered
FAT Success Rate
Square Meter Factory Space
Our expertise spans across multiple specialized mixing and packaging disciplines:

The industry standard for high-viscosity products using vacuum technology.

Optimized for foaming products with variable speed stirring.

Ensuring the purity of the most critical ingredient: Water.

Precise dosage and ultrasonic sealing for modern packaging.
Procurement directors from Fortune 500 companies prioritize E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness). Here is how we meet those demands:
We provide comprehensive Patent Certificates and Stainless Steel 316L Certificates before any contract is signed. Our engineering team conducts mutual communication and site visits to ensure the design matches the factory floor footprint.
Factory Acceptance Testing (FAT) is recorded via high-definition video for clients who cannot attend in person. We invite on-site FAT for large-scale UK, Dubai, and USA projects to ensure every valve and sensor operates correctly.
Beyond shipping, we offer installation assistance via video or on-site professional engineers. Our worldwide after-sale service network ensures that parts and technical support are always within reach.




Contact our professional engineering team for a customized chemical mixing solution that meets CE standards and exceeds performance expectations.
Submit Inquiry Now