The global demand for custom mixing tanks with agitators has seen a paradigm shift toward "Smart Manufacturing" and "High Precision Processing." In today's industrial landscape, a simple tank is no longer sufficient. Modern enterprises in the EU, North America, and Southeast Asia require systems that offer traceability, energy efficiency, and modular flexibility. As a leading supplier, we recognize that the integration of IoT-enabled sensors and variable-frequency drives (VFD) has become the standard for optimizing fluid dynamics and ensuring batch consistency.
Why source from a Chinese mixing tank with agitator supplier? The answer lies in the unparalleled synergy between advanced engineering talent and a complete supply chain ecosystem. Our facility in Guangzhou leverages these advantages to offer 316L stainless steel fabrication with a precision that meets or exceeds international standards (CE, ISO9001). By centralizing R&D and manufacturing, we provide significant cost-to-performance ratios, allowing global companies to scale their production lines without compromising on technical integrity or lead times.
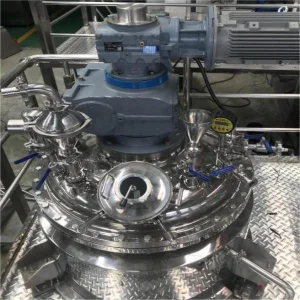
True value in a mixing tank comes from the User Intent Mining of your specific product needs. Whether it is a high-viscosity lotion or a volatile chemical compound, the agitator's geometry—be it anchor, paddle, turbine, or helical—must be mathematically aligned with the fluid's rheological properties. We provide Technical Confirmation that includes flow pattern simulation, ensuring zero dead zones and optimal heat transfer, a level of detail that standard suppliers often overlook.
Years of Engineering Expertise
Global Projects Completed
Patented Technologies
Quality Assurance Rating
Square Meters Factory Area
Sterile environments requiring ASME-BPE compliant tanks. Our agitators are designed with mechanical seals that prevent contamination, perfect for vaccines and medicine syrups.
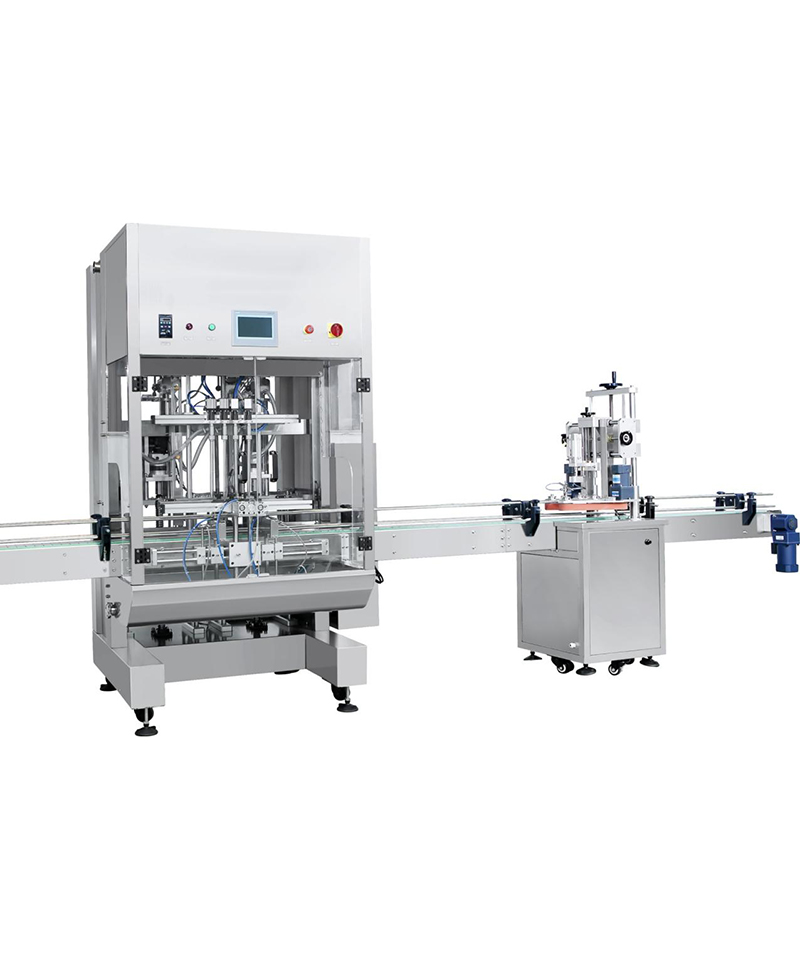
From 5L lab mixers to 5000L production lines. Specializing in high-shear homogenization for stable emulsions in face creams and sunscreens.
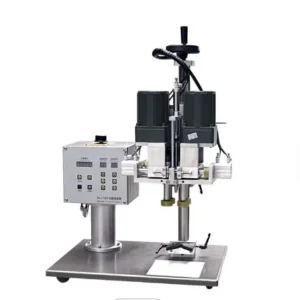
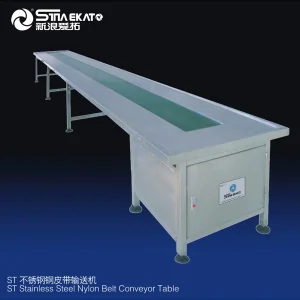
Optimized for high-volume throughput. Our liquid-washing mixers handle large batches of shampoo and dish soap with efficient dissolution and foam control.
Certified Excellence: Patent Certificate | CE Certificate | ISO9001 | Stainless Steel 316L Certificate







As the industry moves towards Industry 4.0, the evolution of custom mixing tanks is focused on three core pillars:
Global procurement teams are now prioritizing suppliers who can provide Digital Twins or FAT (Factory Acceptance Test) via video stream, ensuring that high-complexity equipment meets the design specifications before shipping half-way across the world.









A: For viscosities above 50,000 cps, we recommend an anchor-type agitator with scrapers or a double-helical ribbon mixer. These ensure that the product is constantly moved from the wall toward the center, preventing localized overheating and ensuring a homogeneous blend.
A: Vacuum mixers eliminate air bubbles during the emulsification process, which is critical for extending product shelf-life and achieving a smooth, glossy finish in creams and lotions. Atmospheric tanks are better suited for simple liquid blending where oxidation is not a concern.
A: Yes. As a tech-forward mixing tank with agitator supplier, our PLC control panels use standard communication protocols (like Modbus or Profinet), allowing seamless integration into your factory's centralized management system.
A: Typically, engineering and fabrication take 30-45 days. This includes technical drawing approval, precision welding, polishing to Ra < 0.4μm, and rigorous pressure testing.
Collaborate with our senior engineers to design the perfect mixing solution for your facility. From initial FAT to global installation assistance, we grow with you for mutual development.